

SPC控制图详解
| 摘要: |
什么是控制图?
控制图是对过程质量加以测定、记录从而进行控制管理的一种用科学方法设计的图。
控制图的应用

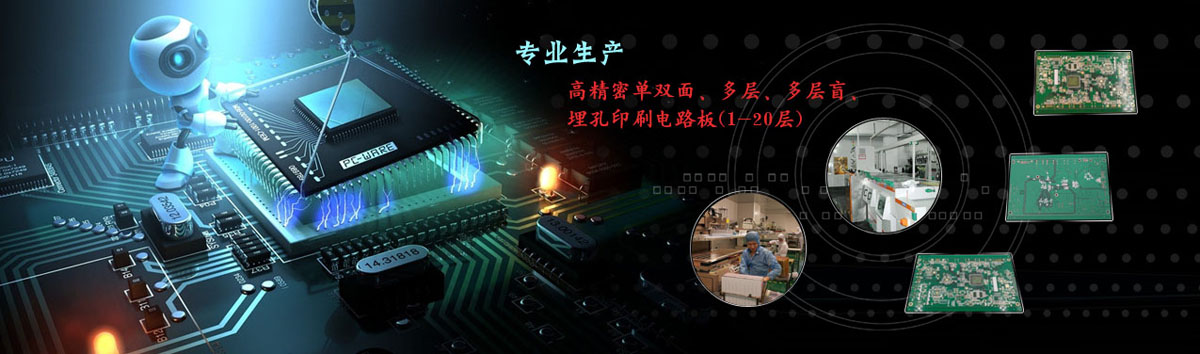
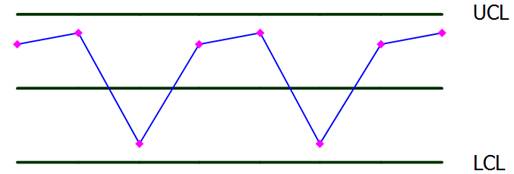
控制图中包括三条线
1.控制上限(UCL)
2.中心线(CL)
3.控制下限(LCL)

控制图的种类
数据:是能够客观地反映事实的资料和数字数据的质量特性值分为:
计量值
可以用量具、仪表等进行测量而得出的连续性数值,可以出现小数。
计数值
不能用量具、仪表来度量的非连续性的正整数值。
计量型数据的控制图
Xbar-R图(均值-极差图)
Xbar-S图(均值-标准差图)
X-MR图(单值-移动极差图)
X-R(中位数图)
计数型数据的控制图
P图(不合格品率图)
np图(不合格品数图)
c图(不合格数图)
u图(单位产品不合格数图)
控制图的判异
控制图可以区分出普遍原因变差和特殊原因变差
1.特殊原因变差要求立即采取措施
2.减少普遍原因变差需要改变产品或过程的设计
错误的措施
1.试图通过持续调整过程参数来固定住普通原因变差,称为过渡调整,结果会导致更大的过程变差造成客户满意度下降。
2.试图通过改变设计来减少特殊原因变差可能解决不了问题,会造成时间和金钱的浪费。
控制图可以给我们提供出出现了哪种类型的变差的线索,供我们采取相应的措施。
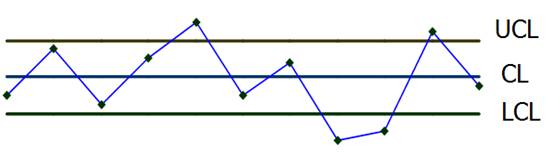
控制图上的信号解释
有很多信号规则适用于所有的控制图(Xbar图和R图),主要最常见的有以下几种:
规则1:超出控制线的点
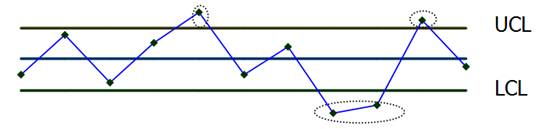
规则2:连续7点在中心线一侧

规则3:连续7点上升或下降

规则4:多于2/3的点落在图中1/3以外
规则5:呈有规律变化
SPC控制图建立的步骤
1.选择质量特性
2.决定管制图之种类
3.决定样本大小,抽样频率和抽样方式
4.收集数据
5.计算管制参数(上,下管制界线等)
6.持续收集数据,利用管制图监视制程
SPC控制图选择的方法
1.X-R控制图
用于控制对象为长度、重量、强度、纯度、时间、收率和生产量等计量值的场合。X控制图主要用于观察正态分布的均值的变化,R控制图主要用于观察正态分布分散或变异情况的变化,而X-R控制图则将二者联合运用,用于观察正态分布的变化。
2.X-s控制图
与X-R图相似,只是用标准差(s)图代替极差(R)图而已。
3.Me-R控制图
与X-R图也很相似,只是用中位数(Me)图代替均值(X)。
4.X-Rs控制图
多用于对每一个产品都进行检验,采用自动化检查和测量的场合。
5.p控制图
用于控制对象为不合格品率或合格品率等计数质量指标的场合,使用p图时应选择重要的检查项目作为判断不合格品的依据;它用于控制不合格品率、交货延迟率、缺勤率、差错率等。
6.np控制图
用于控制对象为不合格品数的场合。设n为样本,p为不合格品率,则np为不合格品数。
7.c控制图
用于控制一部机器,一个部件,一定长度,一定面积或任何一定的单位中所出现的不合格数目。焊接不良数/误记数/错误数/疵点/故障次数
8.u控制图
当上述一定的单位,也即n保持不变时可以应用c控制图,而当n有变化时则应换算为平均每项单位的不合格数后再使用u控制图。